轴承机械故障听诊器校准方法研究
韦家挥
(广州广电计量检测股份有限公司,广州 510656)
摘 要:采用标准振动台激励轴承故障听诊器的振动传感器的方式来向轴承故障听诊器发送校准信号,同时在耳机输入端接入频率计来测量实际频率示值使得主观测听的声音信号客观定量化,提高了故障听诊器的检测准确度。
关键词:校准方法;振动激励;轴承故障诊断;振动比较法
0 引言
轴承机械故障听诊器(简称故障听诊器)是根据国外先进技术开发的一种新颖的高性能维修工具,特别适用于噪声中使用,可轻易地查探设备早期隐患,便于对设备及早进行维修,从而保证各设备的正常运转,避免由于设备损坏而造成巨大经济损失。机械轴承结构缺陷通常可以反映在其振动特性上。原因是机械轴承结构在完好状态下和出现故障状态下,其振动特性会有明显差异。通过对其振动信号进行处理转换成可测听的声音信号,可以得到对发动机工作状态进行判断的有利信息。机械轴承故障的准确诊断可提高设备安全性和可靠性,避免在运行过程中出现重大事故。然而,目前国内尚未有相关的检测标准和校准规范来检测或校准轴承机械机械故障听诊器的准确性和测量精度,所以如何确保轴承机械故障听诊器的测量精度成为当务之急。
1 简述轴承机械故障听诊器
故障听诊器通常由振动传感器、链接电缆、主机和耳机组成,该类仪器主要用于定性、定位检查,通常无数值显示。工作时,将振动传感器通过磁铁吸附在需要检测的部位,检查人员佩戴耳机监听,确定机械设备在工作过程中是否有刺耳或异常的声音信号出现,从而快捷地确定机械工作状态。本文主要研究如何确定故障听诊器的准确性,通过大量的文献查询和实验数据,本文总结了影响故障听诊器准确性的关键技术指标有:①可测听频率范围及可鉴别最小振动加速度幅值;②测量灵敏度调节功能。
2 校准方法和校准装置
由于故障听诊器的没有具体的数值显示,因此无法根据《JJG 676-2019测振仪检定规程》进行检查和校准。本文主要通过振动激励的方法来校准故障听诊器的准确性,校准设备主要是由振动标准装置完成,振动标准装置由标准振动台、功率放大器、信号发生器和数据采集系统组成。具体方法如下:
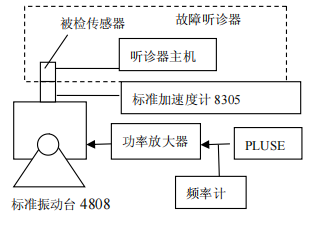
图 1 校准装置示意图
2.1 可测听频率范围及可鉴别最小振动加速度幅值校准
如图1,将故障听诊器的振动传感器与参考加速度计背靠背刚性地安装在振动台台面中心位置,或将其与振动台内装传感器同轴安装,或与装在振动台台面上附加固定装置内的参考加速度计同轴安装。传感器的输出电缆应固定合适,防止检测时产生剧烈抖动、碰撞和摩擦现象,以免影响检测结果。同时,在耳机输入端接入频率计,用来测量输入耳机端的实际频率。将振动台振动信号频率设置为100Hz,故障听诊器的灵敏度档调节到最高档位,调节振动加速度幅值,直至在耳机上能清晰地分辨出特征声音信号(简称特征信号),记录频率计的频率示值和数据采集系统上的振动加速度幅值,若振动加速度幅值调整到故障听诊器的振动传感器最大可测量加速度值仍无法听到声音,说明故障听诊器在该频率点无法工作。保持振动加速度幅值不变,改变振动信号频率,以1/3倍频程点从100Hz开始直至10000Hz,记录各个频率点的频率计示值,最小可测听振动加速度幅值和耳机监听情况。这样检查人员通过耳机监听可以直观获得故障听诊器的工作情况,通过频率计测得的频率示值,可测听的最小振动加速度幅值值和故障听诊器的工作情况,可以准确确定故障听诊器的测听频率范围以及各频率点的最小鉴别振动加速度幅值。若有需要,可对所有灵敏度档进行以上校准步骤,测出各个灵敏度党的可测听频率范围。
2.2 灵敏度调节功能校准
设备连接按照2.1进行,将振动台振动信号频率设置为1000Hz,缓慢增加振动台加速度幅值,直至在耳机上能清晰地分辨出特征声音信号,记录数据采集系统上的振动加速度幅值,然后继续增加振动加速度幅值,确认特征声音信号是不是随着振动加速度幅值的增加而由弱变强。按照以上步骤,分别测出所有灵敏度档能鉴别的最小加速度幅值以及确认声音的线性增强能力。
3 校准注意事项
使用振动比较法进行校准时,为确保校准结果的可靠性和更优的不确定度,应注意以下几点。
(1)故障听诊器的振动传感器和参考加速度计必须沿其灵敏度轴背靠背或同轴安装,以保证两个传感器可以承受相同的振动加速度信号。
(2)为了防止两个传感器的安装表面之间发生相对运动,安装支架的板必须具有足够的弹性形变能力和刚性,安装表面应光滑平整,并且两个安装表面应严格平行 。
(3)使用的振动台标准装置应满足《JJG 298-2015 标准振动台检定规程》的相关要求。
4 校准结果的不确定度来源分析
通过多次实验结果发现,使用振动比较法校准故障 听诊器的测量不确定度来源主要有以下几点:(1)振动标准装置本身引入的不确定度;(2)环境因素以及传感器安装引入的不确定;(3)实验人员辨别声音大小能力引入的不确定度。
5 结语
通过实验验证可见,本文采用的振动标准装置激励校准方法能够从故障听诊器的探测端到采集分析测听端,进行整体校准确认故障听诊器的检测准确性。同时,还能通过校准各频率值下的振动加速度鉴别值来确定故 障听诊器在各个频率段下的检测能力,此加速度值越小 检测能力越强。该方法对故障听诊器的校准完全适用, 且使用的标准设备都为常用仪器,易于实施,具有极强的可操作性。
参考文献
[1] 陈继红;陈文王;邹文哲 2.一种电子机械故障听诊器的简易检测方法[J]. 上海计量测试.2018 年,01 期;
[2] 王立忠;刘永姜.“听诊器 ”原理及其在机械故障诊断中的应用[J].机械工程与自动化,2008(4): 111-117 ;
[3] 满颖.轴承振动检查仪校准方法研究[J].计测技术.2013 年.S1 期:132-143;